I. Обзор
В связи с быстрым развитием международной химической и энергетической логистики резервуары и контейнеры из нержавеющей стали широко используются при транспортировке и хранении химических веществ, продуктов питания и напитков, энергии и других материалов. Благодаря своей превосходной низкотемпературной вязкости и хорошей коррозионной стойкости аустенитная нержавеющая сталь широко используется в конструкции криогенных резервуаров, оборудования и крупных криогенных конструкций.

Криогенный резервуар для хранения
2. Краткое описание наших расходных материалов для ударной сварки нержавеющей стали при температуре -196 ℃.
| Категория | Имя | Модель | Стандартный | Примечание | |
| ГБ/YB | АВС | ||||
| Электрод | ГЭС-308ЛТ | А002 | E308L-16 | E308L-16 | -196℃≥31Дж |
| Флюсовая проволока | ГФС-308LT | - | ТС 308Л-Ф С11 | E308LT1-1 | -196℃≥34Дж |
| Сплошная проволока | ГТС-308ЛТ (ТИГ) | - | Х022Кр21Ни10 | ЭР308Л | -196℃≥34Дж |
| ГМС-308ЛТ (МИГ) | - | Х022Кр21Ни10 | ЭР308Л | -196℃≥34Дж | |
| ПИЛА | GWS-308/ GXS-300 | - | С Ф308Л ФБ-С308Л | ЭР308Л | -196℃≥34Дж |
3.Наш электрод ГЭС-308ЛТ (Э308Л-16)
Чтобы удовлетворить спрос рынка, наша компания разработала различные сверхнизкотемпературные, высокопрочные электроды из аустенитной нержавеющей стали, химический состав наплавленного металла (как показано в Таблице 1) и стабильные механические свойства (как показано в Таблице 1). 2), имеет превосходные характеристики процесса сварки во всех положениях и отличную ударную вязкость при низких температурах, влияние количества феррита на ударную вязкость (таблица 3).
1.Химический состав наплавленного металла.
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| Примечание (%) | 0,04 | 0,5-2,5 | 1.0 | 0,030 | 0,020 | 9,0-12,0 | 18,0-21,0 | 0,75 | 0,75 | - | - |
| Образец1 | 0,022 | 1,57 | 0,62 | 0,015 | 0,006 | 10.25 | 19.23 | 0,020 | 0,027 | 0,046 | 6,5 |
| Образец2 | 0,037 | 2.15 | 0,46 | 0,018 | 0,005 | 10.44 | 19.19 | 0,013 | 0,025 | 0,45 | 3,8 |
| Образец3 | 0,032 | 1,37 | 0,49 | 0,017 | 0,007 | 11,79 | 18.66 | 0,021 | 0,027 | 0,048 | 0,6 |
Таблица 1
2. Механические свойства наплавленного металла.
| E308L-16 | Урожай МПа | Растяжимый МПа | Удлинение % | -196℃воздействие Дж/℃ | GB/T4334-2020 E Межкристаллитная коррозия | Rрадиографическое обследование | Примечание | |
| Одно значение | Среднее значение | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
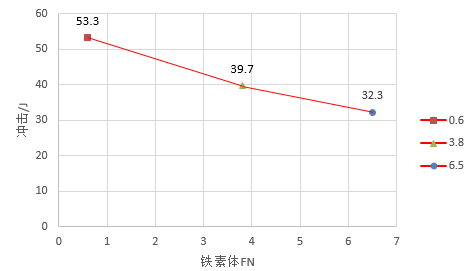
| Образец1 | 451 | 576 | 42 | 32.32.33 | 32,3 | квалифицированный | I | - |
| Образец2 | 436 | 563 | 44 | 39.41.39 | 39,7 | квалифицированный | I | - |
| Образец3 | 412 | 529 | 44,5 | 52/53/55 | 53,3 | квалифицированный | I | - |
Таблица 2
3. Влияние количества наплавленного металлического феррита на удар.
4. Отображение процесса сварки (диаметр 3,2 мм).


Вертикальная сварка до и после удаления шлака (DC+)


Сварка трубопроводов до и после удаления шлака (DC+)
4. Меры предосторожности при вертикальной сварке
1. Следует использовать слаботочную сварку;
2. Держите дугу как можно ниже;
3. При раскачивании дуги в обе стороны канавки на некоторое время останавливаются, а ширину качания контролируют в пределах 3-кратного диаметра электрода.
5. Изображение трубопровода применения сварочных материалов

Для ударных сварочных материалов из нержавеющей стали при температуре -196℃ после многих лет исследований и разработок сварочных материалов у нас уже есть соответствующие вспомогательные сварочные материалы для сварочных стержней, сплошных сердечников, флюсовых сердечников и подводной дуги, а также мы разработали ручные электроды непрерывной дуги. сварочные материалы для сварки во всех положениях и имеют множество инженерных достижений, приглашаем клиентов проконсультироваться и выбрать!
Время публикации: 16 декабря 2022 г.