Порошковая проволока E2209T1-1 из нержавеющей стали Алюминиевый сварочный материал




СВАРОЧНАЯ ТЕХНОЛОГИЯ
Не позволяйте вопросам
Продолжайте преследовать вас

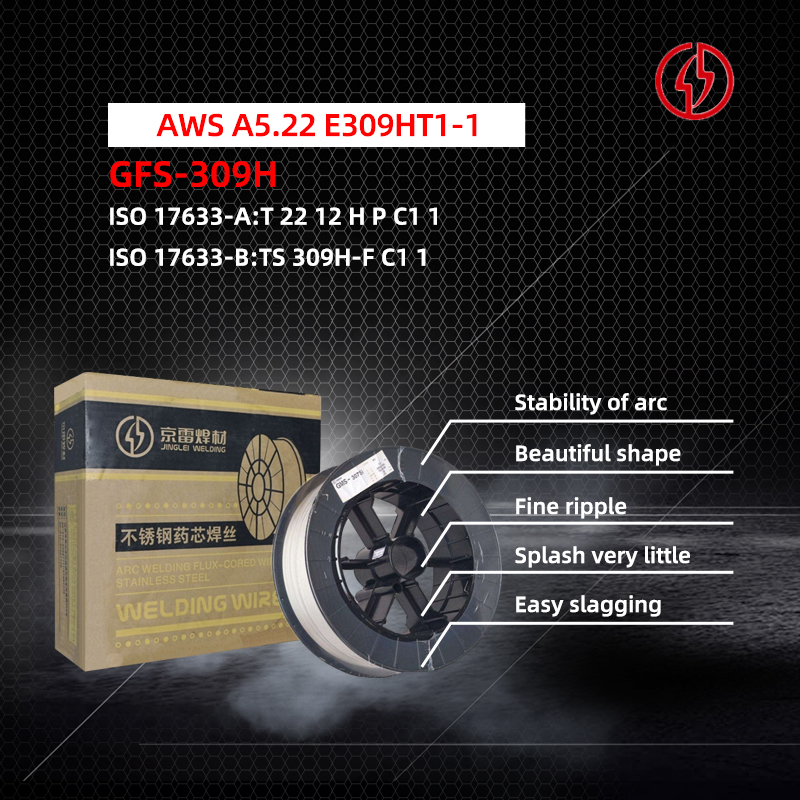
Нестабильность дуги

Неприглядный молдинг

Чрезмерное разбрызгивание
Отличная сварка
производительность процесса
Плавленый металл обладает комплексными свойствами аустенитного
и ферритной нержавеющей стали, а также обладает отличной стойкостью к точечной коррозии и коррозии под напряжением.

Пульсация в порядке
Подходит для сварки двухфазной нержавеющей стали с содержанием 22% Cr в нефтехимической промышленности.
Микроструктура сварного шва аустенитно-ферритная.
двухфазная структура, содержащая около 40% феррита
Легкая зашлакованность
Параметр продукта
ХИМИЧЕСКИЙ КОМПОНЕНТ:
| СПЛАВ (вес.%) | C | Mn | Si | Cr | Ni | Mo | P | S | Еще | |
| ПРАВИЛА ГБ/Т | 0,04 | 0,5-2,0 | 1,00 | 21.0-24.0 | 7,5-10,0 | 2,5-4,0 | 0,04 | 0,03 | Cu:0,75/N:0,08-0,20 | |
| ПРАВИЛА AWS | 0,04 | 0,5-2,0 | 1,00 | 21.0-24.0 | 7,5-10,0 | 2,5-4,0 | 0,04 | 0,03 | Cu:0,75/N:0,08-0,20 | |
| ПРИМЕР ЗНАЧЕНИЯ | 0,02 | 1 | 0,55 | 22,69 | 8,85 | 3,5 | 0,02 | 0,003 | Cu: 0,02/N: 0,11 | |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| СВОЙСТВО | ПРЕДЕЛ ТРУДНОСТИ (МПа) | ПРОЧНОСТЬ НА РАСШИРЕНИЕ (МПа) | УДАРНОЕ ЗНАЧЕНИЕ Дж/℃ | УДЛИНЕНИЕ (%) | ||||
| ПРАВИЛА ГБ/Т | - | 690 | - | 15 | ||||
| ПРАВИЛА AWS | - | 690 | - | 20 | ||||
| ПРИМЕР ЗНАЧЕНИЯ | - | 815 | 46/-20 | 26 | ||||
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ СВАРКИ:
| ДИАМЕТР ХАРАКТЕРИСТИКИ (мм) | 1,2 | 1,6 | ||||||
| Вольт | 22-36 | 26-38 | ||||||
| Усилитель | 120-260 | 200-300 | ||||||
| Длина сухого удлинения (мм) | 15-20 | 18-25 | ||||||
| Расход газа (л/мин) | 15-25 | 15-25 | ||||||
Заводская поддержка




Продукт подходит для
широкий спектр приложений
СВАРОЧНАЯ ТЕХНОЛОГИЯ

Три двери 2# не активен

Самоподъемная буровая установка CJ50

Сварочные материалы для вагонов
ХИМИЧЕСКИЙ КОМПОНЕНТ:
| СПЛАВ (вес.%) | C | Mn | Si | Cr | Ni | Mo | P | S | Еще | |
| ПРАВИЛА ГБ/Т | 0,04 | 0,5-2,0 | 1,00 | 21.0-24.0 | 7,5-10,0 | 2,5-4,0 | 0,04 | 0,03 | Cu:0,75/N:0,08-0,20 | |
| ПРАВИЛА AWS | 0,04 | 0,5-2,0 | 1,00 | 21.0-24.0 | 7,5-10,0 | 2,5-4,0 | 0,04 | 0,03 | Cu:0,75/N:0,08-0,20 | |
| ПРИМЕР ЗНАЧЕНИЯ | 0,02 | 1 | 0,55 | 22,69 | 8,85 | 3,5 | 0,02 | 0,003 | Cu: 0,02/N: 0,11 | |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| СВОЙСТВО | ПРЕДЕЛ ТРУДНОСТИ (МПа) | ПРОЧНОСТЬ НА РАСШИРЕНИЕ (МПа) | УДАРНОЕ ЗНАЧЕНИЕ Дж/℃ | УДЛИНЕНИЕ (%) | ||||
| ПРАВИЛА ГБ/Т | - | 690 | - | 15 | ||||
| ПРАВИЛА AWS | - | 690 | - | 20 | ||||
| ПРИМЕР ЗНАЧЕНИЯ | - | 815 | 46/-20 | 26 | ||||
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ СВАРКИ:
| ДИАМЕТР ХАРАКТЕРИСТИКИ (мм) | 1,2 | 1,6 | ||||||
| Вольт | 22-36 | 26-38 | ||||||
| Усилитель | 120-260 | 200-300 | ||||||
| Длина сухого удлинения (мм) | 15-20 | 18-25 | ||||||
| Расход газа (л/мин) | 15-25 | 15-25 | ||||||
-

Нержавеющая сталь TIG ER308 металл Соединительный материал...
-

Нержавеющие стали Ручной электрод Э307-16...
-
Нержавеющие стали Порошковая проволока E309HT1-1...
-

Нержавеющие стали Порошковая проволока Э2553Т1-1...
-
Порошковая проволока из нержавеющей стали E312T1-1 Fire ...
-

Нержавеющая сталь Порошковая проволока E2209T1-1 Продано...





