Нержавеющие стали Ручной электрод E347-16 сварка изготовление соединение






Приложение
Он подходит для сварки нержавеющей стали 18%Cr-8%Ni-Nb (SUS347) и нержавеющей стали 18%Cr-8%Ni-Ti (sus321) в нефтехимической промышленности, сосудах под давлением, пищевом оборудовании, медицинском оборудовании, химических удобрениях и другие отрасли.
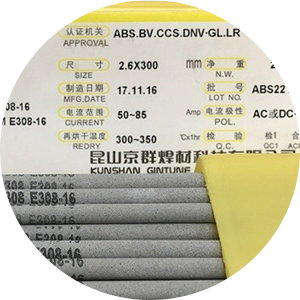
Орган по сертификации: ABS, CCS, DNV/GL, CE, JIS

ХИМИЧЕСКИЙ КОМПОНЕНТ:
| СПЛАВ (вес.%) | C | Mn | Si | Cr | Ni | Mo | P | S | еще | |
| ПРАВИЛА ГБ/Т | 0,08 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРАВИЛА AWS | 0,08 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРИМЕР ЗНАЧЕНИЯ | 0,041 | 1,55 | 0,7 | 19,7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| СВОЙСТВО | ПРЕДЕЛ ТРУДНОСТИ (МПа) | ПРОЧНОСТЬ НА РАСШИРЕНИЕ (МПа) | УДАРНОЕ ЗНАЧЕНИЕ Дж/℃ | УДЛИНЕНИЕ (%) | ||||
| ПРАВИЛА ГБ/Т | - | 520 | - | 25 | ||||
| ПРАВИЛА AWS | - | 520 | - | 30 | ||||
| ПРИМЕР ЗНАЧЕНИЯ | - | 645 | - | 34 | ||||
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ СВАРКИ:
| ДИАМЕТР ХАРАКТЕРИСТИКИ (мм) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ЭЛЕКТРИЧЕСТВО (Ампер) | ч/б | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| М/В | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Ручной электрод из титано-кальциевой нержавеющей стали, основной состав которого составляет 18% Cr-9% Ni-Nb; добавление Nb на основе 308 может эффективно улучшить коррозионную стойкость, особенно характеристики межкристаллитной коррозии;


Стабильная дуга, красивое формование, деликатная рябь, небольшой разбрызгивание, легкое удаление шлака, хорошая огнестойкость, хорошая стойкость к пористости.



Ningbo Honest Metal Materials Co, Ltd. является международной профессиональной компанией по сварке, занимающейся независимыми исследованиями и разработками, производством, продажами и управлением.Он был создан в 2020 году.






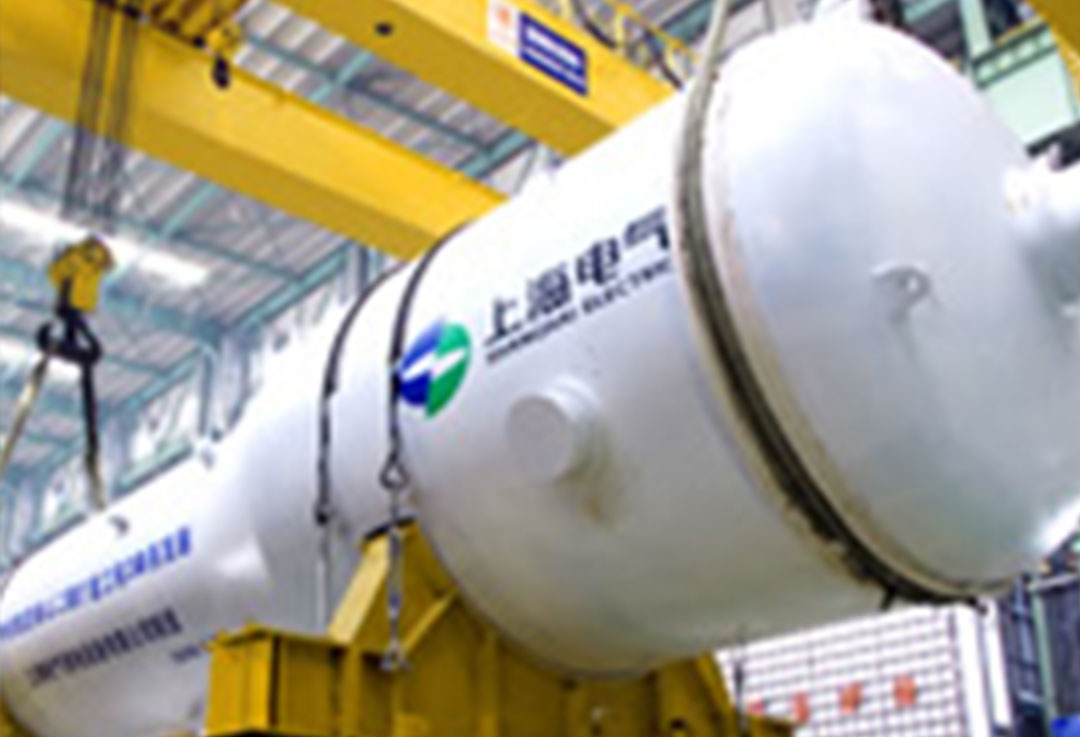
300 000-тонный сухогруз
Три двери 2# не активны
Суперкор СГ

ХИМИЧЕСКИЙ КОМПОНЕНТ:
| СПЛАВ (вес.%) | C | Mn | Si | Cr | Ni | Mo | P | S | еще | |
| ПРАВИЛА ГБ/Т | 0,08 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРАВИЛА AWS | 0,08 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРИМЕР ЗНАЧЕНИЯ | 0,041 | 1,55 | 0,7 | 19,7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| СВОЙСТВО | ПРЕДЕЛ ТРУДНОСТИ (МПа) | ПРОЧНОСТЬ НА РАСШИРЕНИЕ (МПа) | УДАРНОЕ ЗНАЧЕНИЕ Дж/℃ | УДЛИНЕНИЕ (%) | ||||
| ПРАВИЛА ГБ/Т | - | 520 | - | 25 | ||||
| ПРАВИЛА AWS | - | 520 | - | 30 | ||||
| ПРИМЕР ЗНАЧЕНИЯ | - | 645 | - | 34 | ||||
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ СВАРКИ:
| ДИАМЕТР ХАРАКТЕРИСТИКИ (мм) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ЭЛЕКТРИЧЕСТВО (Ампер) | ч/б | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| М/В | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-
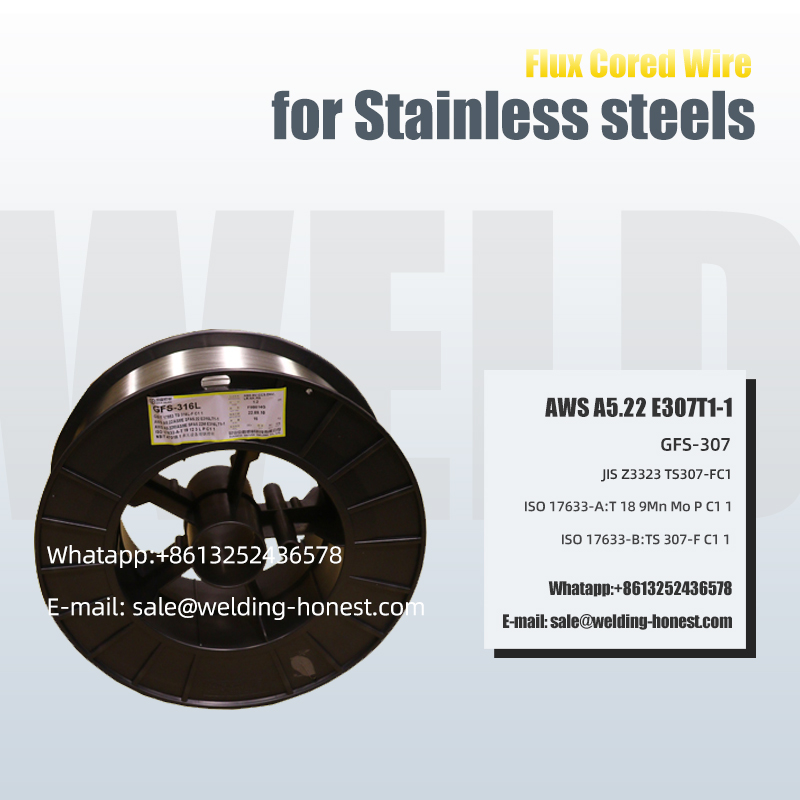
Нержавеющая сталь Порошковая проволока E307T1-1 Припой...
-

Нержавеющая сталь TIG ER316L Параметры сварки
-
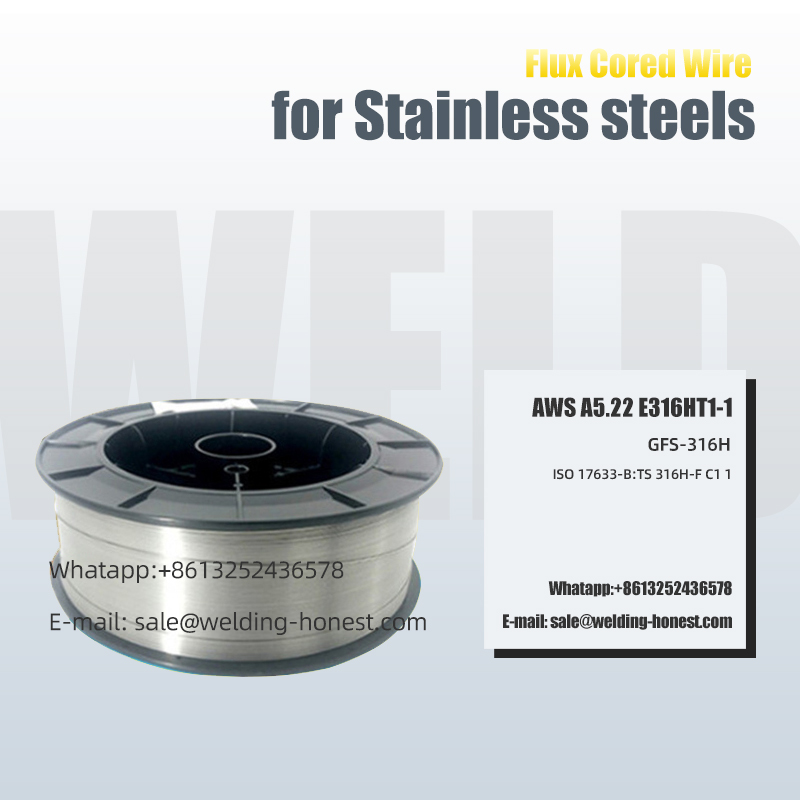
Порошковая проволока из нержавеющей стали E316HT1-1 пр...
-

Нержавеющая сталь Порошковая проволока E307T1-1 Сварочная...
-

Нержавеющие стали Порошковая проволока E309LT1-1...
-

Ручной электрод из нержавеющей стали E2553-16 Reac...





