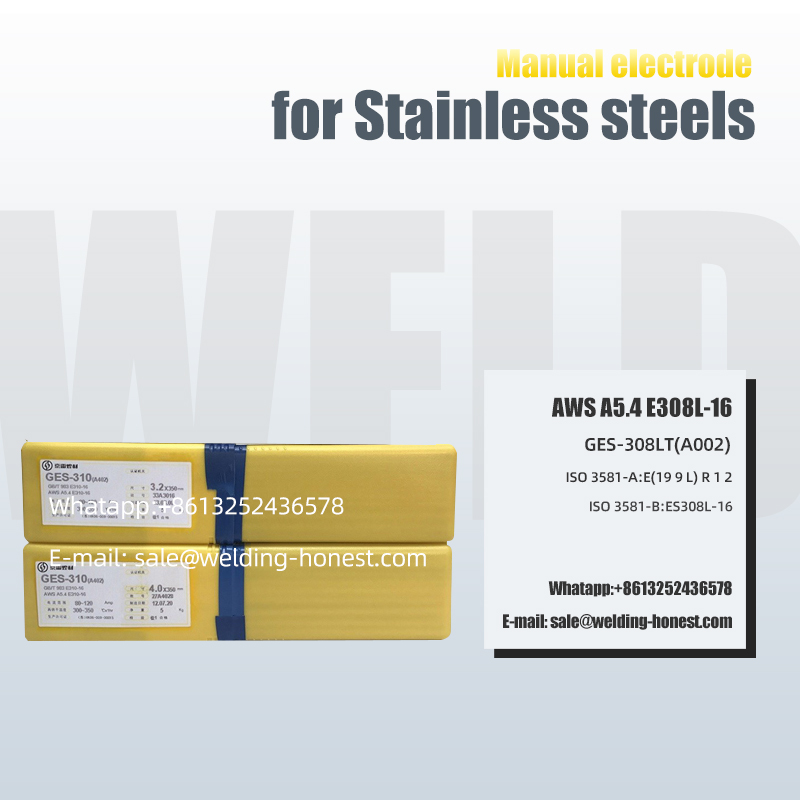
Ручной электрод из нержавеющей стали E347-16 дуплексный сварной шов танкера-химовоза из нержавеющей стали






СВАРОЧНАЯ ТЕХНОЛОГИЯ
Не позволяйте вопросам
Продолжайте преследовать вас

Нестабильность дуги

Неприглядный молдинг

Чрезмерное разбрызгивание
Титановый кальциевый тип
ручной электрод из нержавеющей стали
Основной компонент 18%Cr-9%Ni-Nb
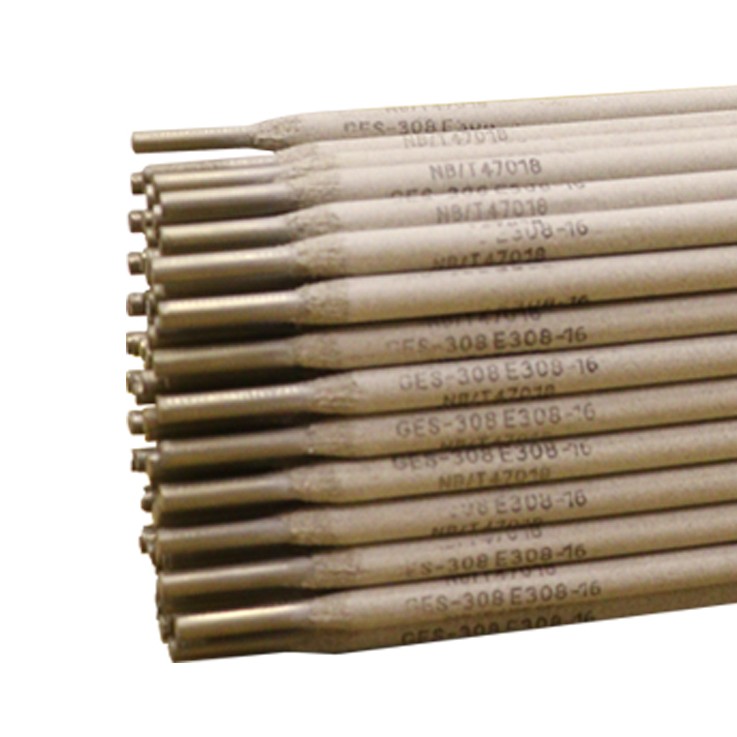
Пульсация в порядке
Обладает хорошей коррозионной стойкостью

Легкая зашлакованность
Параметр продукта
ХИМИЧЕСКИЙ КОМПОНЕНТ:
| СПЛАВ (вес.%) | C | Mn | Si | Cr | Ni | Mo | P | S | еще | |
| ПРАВИЛА ГБ/Т | 0,04 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРАВИЛА AWS | 0,08 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРИМЕР ЗНАЧЕНИЯ | 0,033 | 0,84 | 0,69 | 18,7 | 9,5 | 0,1 | 0,027 | 0,005 | Cu0,22/Nb0,50 | |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| СВОЙСТВО | ПРЕДЕЛ ТРУДНОСТИ (МПа) | ПРОЧНОСТЬ НА РАСШИРЕНИЕ (МПа) | УДАРНОЕ ЗНАЧЕНИЕ Дж/℃ | УДЛИНЕНИЕ (%) | ||||
| ПРАВИЛА ГБ/Т | - | 510 | - | 25 | ||||
| ПРАВИЛА AWS | - | 520 | - | 30 | ||||
| ПРИМЕР ЗНАЧЕНИЯ | - | 615 | - | 36 | ||||
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ СВАРКИ:
| ДИАМЕТР ХАРАКТЕРИСТИКИ (мм) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ЭЛЕКТРИЧЕСТВО (Ампер) | ч/б | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| М/В | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Заводская поддержка




Продукт подходит для
широкий спектр приложений
СВАРОЧНАЯ ТЕХНОЛОГИЯ

Tianshu Xing, большой танкер для перевозки сжиженного природного газа (СПГ) вместимостью 174 000 кубометров, является первым построенным судном.

Сварочные материалы серии Cr-Mo стали и сварочные материалы для наплавки электродов широко используются в нефтеперерабатывающем оборудовании.

Zhangjiagang CIMC Shengdayin Cryogenic Equipment Co., LTD.Криогенный сосуд (заправочная станция СПГ)
ХИМИЧЕСКИЙ КОМПОНЕНТ:
| СПЛАВ (вес.%) | C | Mn | Si | Cr | Ni | Mo | P | S | еще | |
| ПРАВИЛА ГБ/Т | 0,04 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРАВИЛА AWS | 0,08 | 0,5-2,5 | 1,00 | 18.0-21.0 | 9,0-11,0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| ПРИМЕР ЗНАЧЕНИЯ | 0,033 | 0,84 | 0,69 | 18,7 | 9,5 | 0,1 | 0,027 | 0,005 | Cu0,22/Nb0,50 | |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
| СВОЙСТВО | ПРЕДЕЛ ТРУДНОСТИ (МПа) | ПРОЧНОСТЬ НА РАСШИРЕНИЕ (МПа) | УДАРНОЕ ЗНАЧЕНИЕ Дж/℃ | УДЛИНЕНИЕ (%) | ||||
| ПРАВИЛА ГБ/Т | - | 510 | - | 25 | ||||
| ПРАВИЛА AWS | - | 520 | - | 30 | ||||
| ПРИМЕР ЗНАЧЕНИЯ | - | 615 | - | 36 | ||||
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ СВАРКИ:
| ДИАМЕТР ХАРАКТЕРИСТИКИ (мм) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ЭЛЕКТРИЧЕСТВО (Ампер) | ч/б | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| М/В | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-

Нержавеющие стали Ручной электрод E320-16 для сварки ...
-

Нержавеющая сталь Металлопорошковая проволока EC308L металл ...
-

Нержавеющая сталь Порошковая проволока E307T1-1 Сварочная...
-

Нержавеющие стали Ручной электрод E310-16 для сварки ...
-

Нержавеющие стали Ручной электрод E410-16 для сварки ...
-
Нержавеющие стали Ручной электрод Э308Л-16 метал...





